

I think the disease is called “Brassitis”. You get a brass era car and then all of a sudden the urge overtakes you. An instantaneous thing, not easily resisted, the feeling that more brass is better and you must do it. Alas, I have the bug. Bear with me as I show you the latest manifestation of this awful disease.
I’ve been watching clocks on eBay for the past six months. After my trip to Benson Ford this past summer, I noticed that some 1909 – 1910 cars had clocks called out on their build sheets. They were without exception supplied by Stewart and Clark of Chicago, the same company that supplied most speedometers in the years that Ford supplied them as standard equipment on the Model T.
The speedometer pictured above and below is the typical unit furnished in 1909 – 1910. It is a “Rim Wind” using the Phinney Walker patented method, with the mechanism actually being made by Seth Thomas Company. The Seth Thomas clock works was based in Wolcott, Massachusetts. By the Model T era the company was over 100 years old, and was one of the most respected clock makers in the nation.
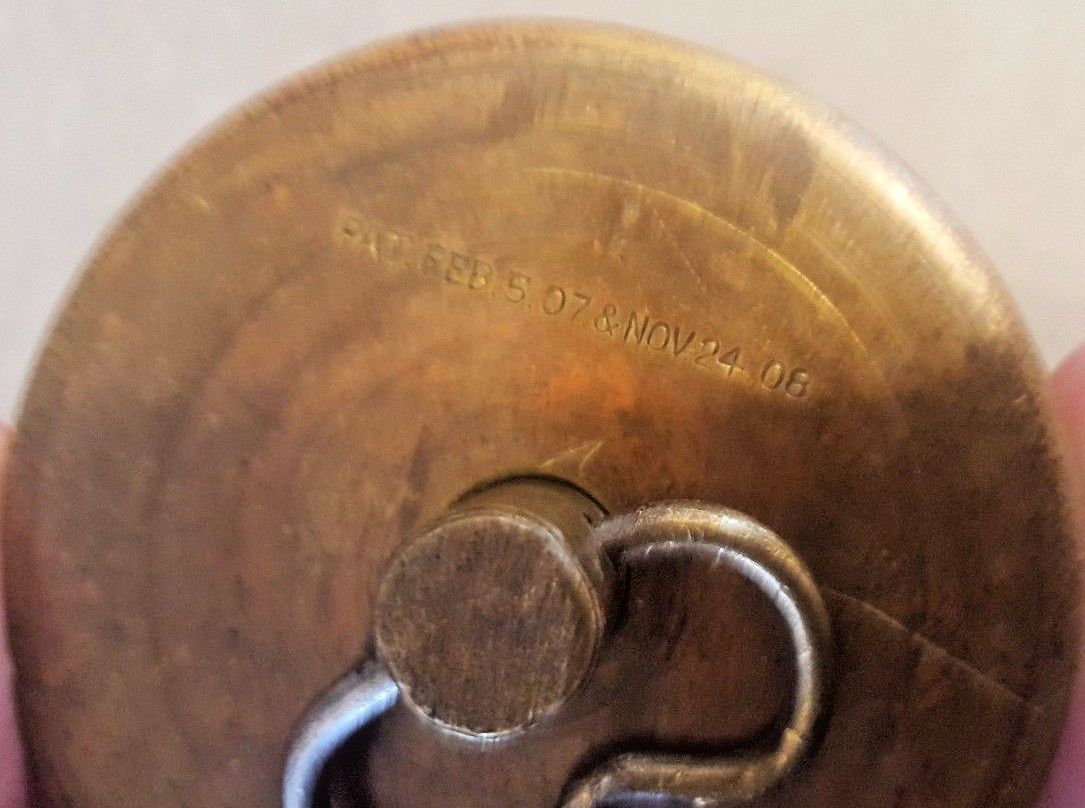
Someone added a winding loop the back of our clock. In fact the round knob protruding from the back of the clock is the mounting post. The entire body of the clock rotates as the clock keeps time. The center post is the support for the clock.
We are missing the mounting bracket, so the plan was to adapt the clock to a Stewart and Clark speedometer bracket, the same type used to mount the speedometer on the right side of the dash. We decided early on in this project that there would not be any modification to the Stewart speedometer bracket. We will fabricate an adapter to make the clock work with the bracket. We won’t modify either the clock or the speedometer bracket.

Looking at the clock with the speedometer bracket sitting on the back side. We start to think about what we have on hand, what we want to see in the finished product, and what tools it will take to do the job. A couple days go by as we consider our options.

We start with a piece of brass L – angle scrap that is laying around. It is .125″ thick and 3/4″ on both legs. We cut a notch in the middle to leave two legs to pick up the screw holes on the speedometer bracket.

We lay the angle on the speedometer bracket so the mounting holes can be scribed.

The angle laying on the speedometer bracket. Hmm, need to make something that will secure the angle to the clock.

In the scrap metal bin I find this piece of 1 1/2″ round oilite stock. It is about 3/4″ tall, and rough on both ends.
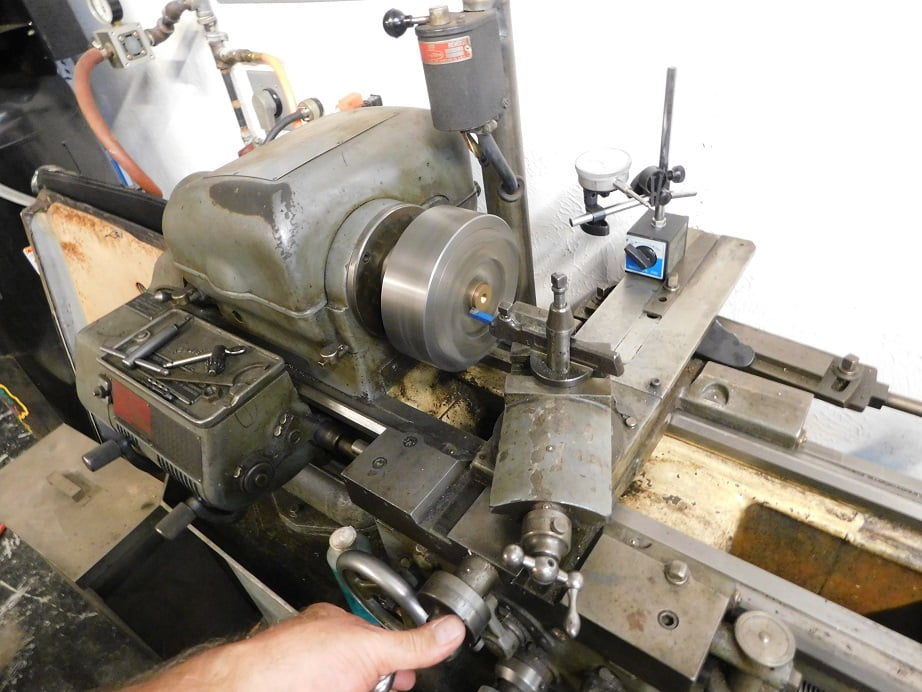
Any day we get to use the lathe is a great day! We face off the oilite stock first on one end…………

Then the other end.

This is about thirty minutes later, and we have a disc about 5/8″ thick and 1 1/2″ diameter made of oillite brass.
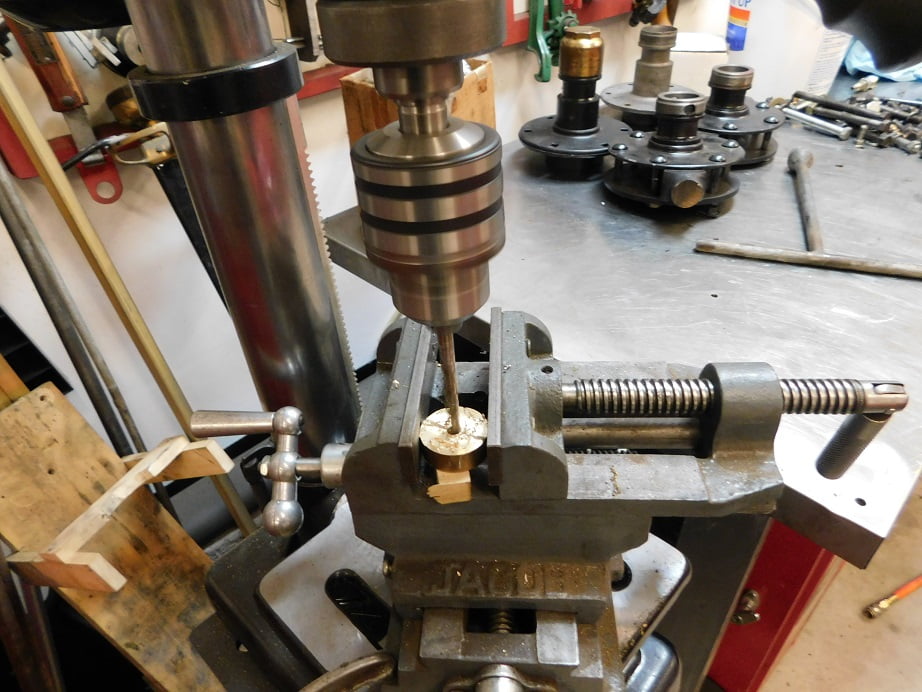
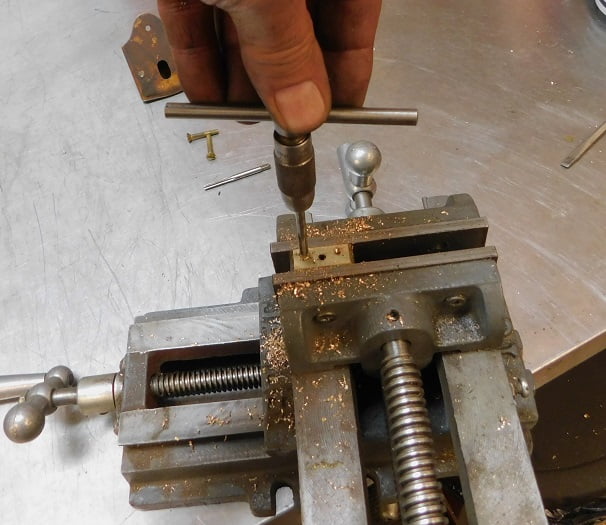
Our brass disc spent some time at the drill press. We drilled it #40, #21, 1/4″ , 29/32 ” and then step reamed it to the diameter of the mounting stem on the clock which was .500″. I won’t show every step, just this one.

The disc gets cut off to make a flat surface to allow it to mate to the L – angle.

We lay out the screw pattern on the flat side of the disc and use a machinist center punch to locate the holes.

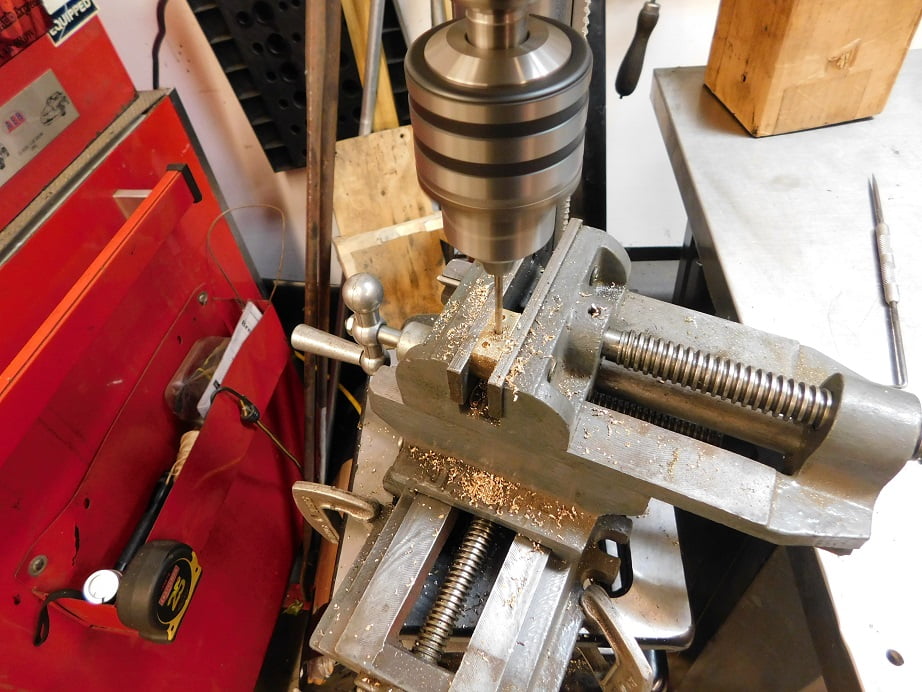
Lots of drilling on the drill press and tapping of holes followed.
With the disc of round stock finished we shift our focus back on the L – angle.
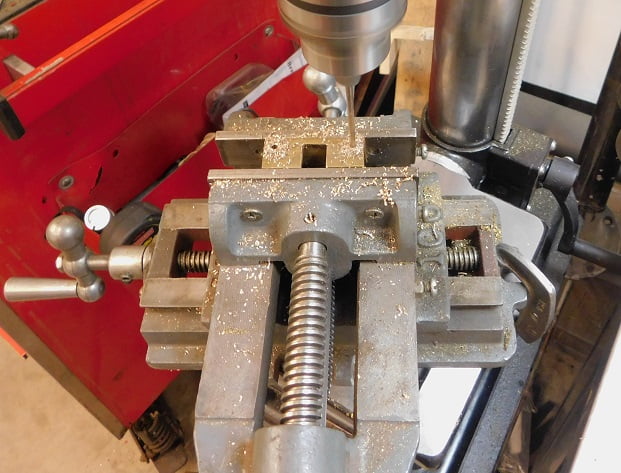
Again more drilling on the drill press, tapping the holes for 8-32 screws, and filing all the edges so that it will look nice when polished.

Test fitting the finished product, it looks like our design is fine for the task at hand.
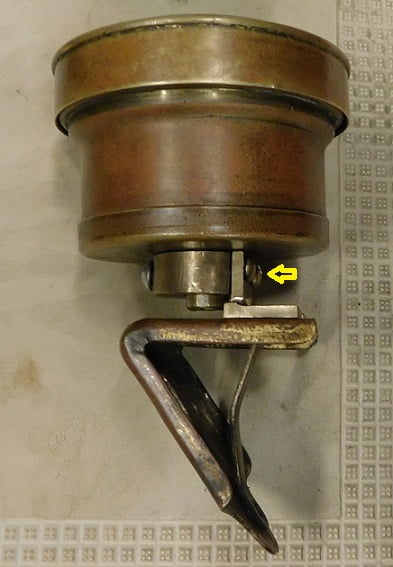
The assembled unit, above, with yellow arrow pointing at the two screws securing the round stock to the L Angle.
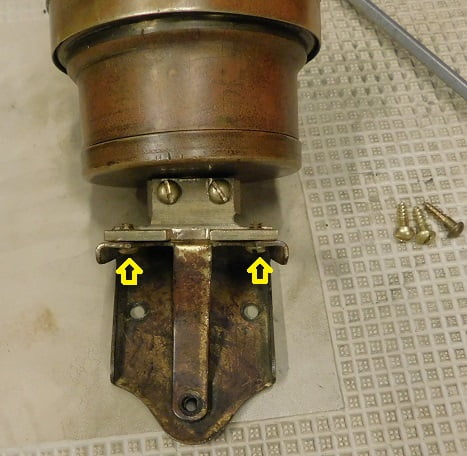
Above, two screws in the original speedometer mounting bracket holes secure the L Angle to the speedometer bracket.

Arrow points at the single 10-32 screw that secures the speedometer to the round stock disc.
Now we have a working clock and speedometer. Just need to polish the brass some day.

Elapsed time was about three hours. We used four 8-32 button head brass screws that cost $1.00 each. One 10-32 brass button head screw cost $1.10 each.